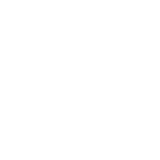
Almost all welding methods can be used to weld aluminum and aluminum alloys, but aluminum, alloyed aluminum and aluminum alloy for sale have different adaptability to various welding methods, and each welding method has its own application. Gas welding and electrode arc welding methods are simple in equipment and easy to operate. Gas welding can be used for repair welding of aluminum sheets and castings that do not require high welding quality. Electrode arc welding can be used for repair welding of aluminum alloy castings. Inert gas welding (TIG or MIG) method is the most widely used method of welding aluminum and aluminum alloys. Aluminum and alloy aluminum sheets can be welded by tungsten AC argon arc welding or tungsten pulse argon arc welding. Aluminum and aluminum alloy thick plates can use tungsten helium arc welding, argon-helium mixed gas tungsten arc welding, gas metal arc welding, and pulse gas metal arc welding. Gas metal arc welding and pulsed gas metal arc welding are more and more widely used (gas gas or argon/helium mixture).

There are two most common problems with alloyed aluminum when welding:
(1) Aluminum is easily oxidized in the air and during welding, and the resulting alumina (AI2O3) has a high melting point, is very stable, and is not easy to remove. It hinders the melting and fusion of the base metal, the proportion of the oxide film is large, it is not easy to surface, and it is easy to generate defects such as slag inclusion, lack of fusion, and lack of penetration. The oxide film on the surface of the alloy aluminum and the adsorption of a large amount of water are easy to cause pores in the weld. Before welding, chemical or mechanical methods should be used for strict surface cleaning to remove the oxide film on the surface. Enhanced protection against oxidation during the soldering process. During argon tungsten arc welding, an AC power source is used to remove the oxide film through the action of "cathode cleaning". When gas welding, use flux that removes the oxide film. When welding thick plates, the welding heat can be increased. For example, the heat of the helium arc is large. Use helium or argon-helium mixed gas protection, or use large-scale MIG welding. In the case of direct current connection, "cathode" is not required clean up".
(2) The thermal conductivity and specific heat capacity of aluminum and alloy aluminum are more than twice that of carbon steel and low alloy steel. The thermal conductivity of aluminum is ten times that of austenitic stainless steel. During the welding process, a large amount of heat can be quickly transferred to the inside of the base metal. Therefore, when welding aluminum and aluminum alloys, in addition to the energy consumed in the molten metal pool, more heat is needlessly consumed in other parts of the metal. The consumption of this useless energy is more significant than that of steel welding. In order to obtain high-quality welded joints, energy with concentrated energy and high power should be used as much as possible, and sometimes technological measures such as preheating can also be used.
* Thank you for your inquiry. Please provide your business needs information so that we can better serve you.
This information can help us assign the most suitable person to solve your problem. We will give you feedback within 1-2 working days.
Related Blog



 Current location:
Current location: